 Dalam proses produksi injection plastik tidak selalu berjalan dengan lancar, karena proses produksi faktor material ,mesin ,mold, pendinginan, manusia saling berhubungan.
Dalam proses produksi injection plastik tidak selalu berjalan dengan lancar, karena proses produksi faktor material ,mesin ,mold, pendinginan, manusia saling berhubungan.
Tetapi hal ini bisa diminimalisir dengan sumber daya manusianya. Dengan sumber daya yang terampil, cerdas dan kecekatan layaknya mimin 😉 produksi bisa berjalan dengan efisien.
Kesempatan kali ini mimin akan coba uraikan troubleshooting proses yang biasa terjadi dalam proses produksi yang menggunakan mesin injection.
Mungkin masalah ini sangat sederhana bagi orang yang sudah lama malang melintang di dunia injection. Tetapi mimin berharap artikel ini dapat mendatangkan manfaat dan memberi inspirasi buat pendatang baru.
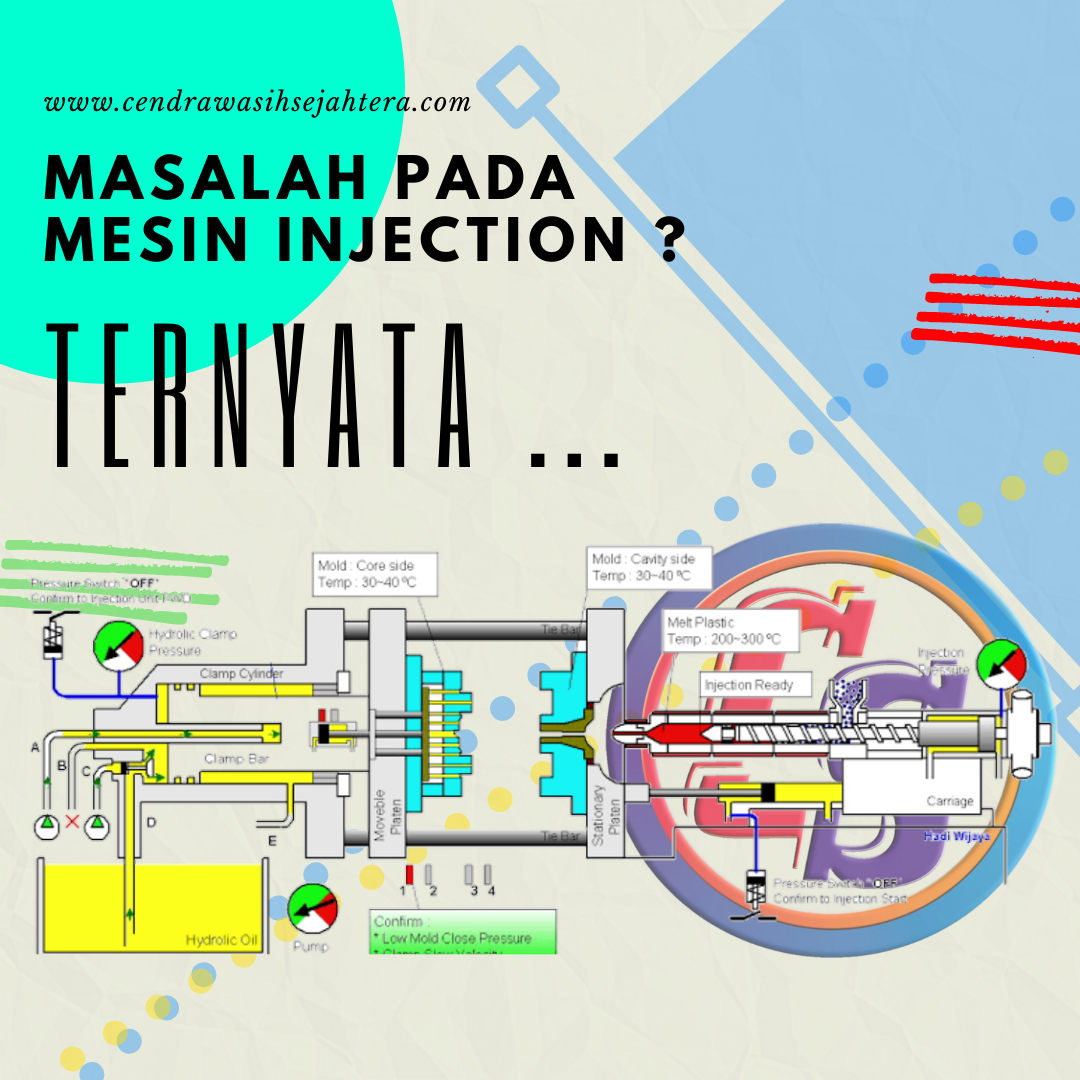
Dibawah ini contoh masalah yang sering terjadi pada proses mesin injection :
– Screw tidak mau charging atau mundur
penyebabnya biasanya material habis, leher hopper kepanasan sehingga material beku di leher hopper, screw backpress terlalu tinggi, material tercampur minyak ,dan bila menggunakan material PS atau AS material dalam hopper dryer panas dan banyak serbuk. Penyebab lain untuk masalah ini adalah screw telah aus karena pemakaian, silahkan hubungi kami untuk konsultasi.
– Temperatur barrel rendah (low)
buat mesin baru hal ini bisa dideteksi oleh mesin. Tetapi buat mesin manula atau tua tidak ada sensornya. Temperatur barrel dapat kita ketahui dengan melihat termo kontrol. Bila termokontrol lampu indikator on of nya sudah nyala bergantian berarti temperatur sudah tercapai. Bila nyala indikator menyala hijau terus atau on mengindikasikan pemasangan thermocouqple kendor atau heater putus dan menyebabkan over heat.Begitu pula kebalikan nya bila lamp merah terus kemungkinanya termo couple putus.Inti dari hal ini bila kita hendak menjalankan mesin hal yang utama kita lihat adalah temperatur barrel.
– Temperatur oli tinggi ( high )
suhu temperatur oli standar oli mesin pada waktu kerja adalah 38 °C s.d 50° C. Apabila temperatur oli di atas 50° C, indikasinya adalah bahwa heat exchanger atau pendingin oli aliran airnya tidak mengalir dengan lancar. Langkah yang perlu diambil adalah bersihkan strainer atau saringan air pada aluran in setelah selesai mengecek aliran air out pada heat exchanger dengan cara matikan mesin dan tutup kran air in, kemudian lepas selang out di heat exchanger dari nipel. Kemudian buka kran in bila air mengalir lancar berarti sudah bagus, bila kurang lancar matikan kran dan bongkar heat exchanger dan bersihkan pipa pipa saluran air didalam heat exchanger menggunakan bor. Setelah selesai silahkan pasang kembali heat exchanger seperti semula.Hal yang perlu diperhatikan dalam pemasangan tutup heat exchanger jangan sampai terbalik ,bila terbalik mengakibatkan aliran air tidak sempurna.
– Mold tidak mau high press
Kondisi mold tidak mau highpress ini terkadang terjadi akibat salah penanganan. Hal yang pertama dicheck adalah temperatur mold, karena bila temperatur mold terlalu tinggi dapat menyebabkan pemuaian pada guide pin mold dan menjadikan seret sehingga mold tidak mau highpress. Penyebabnya mungkin saliran cooling mampet atau mold menggunakan MTC (Mold Temperature Controller), bila mold menjadi panas karena saluran air mampet maka saluran air cooling mold harus dibersihkan. Minimal dengan menyemprot saluran air, apabila mesin menggunakan MTC maka low press dinaikan. Tekanan low press maksimal adalah 60 kg/cm². Penyebab lainnya adalah adanya material asing atau mungkin ada produk yang tergencet dalam mold. Jadi setelah dipastikan temperatur mold normal baru di pastikan bahwa mold bersih dari benda asing dan bila memakai slider harus posisi home.
Demikian yang dapat mimin sampaikan, semoga bermanfaat
